1. Makîneya şikandinê lerzînên bihêz û neasayî dijî.
Sedem: Sedema herî gelemperî ya lerizînê ji ber nehevsengiya torneyê ye, ku dikare ji ber sazkirin û rêzkirina xelet a perên çekûçê çêbibe; Perên çekûçê pir kevin bûne û di wextê xwe de nehatine guhertin; Hin perçeyên çekûçê asê mane û nehatine berdan; Zirara beşên din ên rotorê dibe sedema nehevsengiya giraniyê. Pirsgirêkên din ên ku dibin sedema lerizînê ev in: deformasyona milê ji ber lîstikê; Xirabûna giran a beringê dikare bibe sedema zirarê; Boltên bingehê yên sist; Leza çekûçê pir zêde ye.
Çareserî: Tîrên çekûçê bi rêza rast ji nû ve saz bikin; Tîrên çekûçê biguherînin da ku jihevketina giraniya tîrêja çekûçê ji 5g derbas nebe; Kontrolkirina elektrîkê vemirînin, çekûçê manîpule bikin da ku perçeya asê mayî bi awayekî normal bizivire; Parçeyên zirardar ên gerokê biguherînin û wê hevseng bikin; Mil rast bikin an biguherînin; Beringan biguherînin; Boltên bingehê bi hişkî kilît bikin; Leza zivirînê kêm bikin.
2. Makîneya şikandinê di dema xebitandinê de dengekî neasayî derdixe
Sedem: Tiştên hişk ên wekî metal û kevir dikevin odeya perçiqandinê; Parçeyên sist an veqetandî di hundirê makîneyê de; Çekûç şikest û ket; Valahiya di navbera çekûç û parzûnê de pir piçûk e.
Çareserî: Makîneyê ji bo vekolînê rawestîne. Parçeyan teng bike an biguherîne; Tiştên hişk ji odeya perçiqandinê derxe; Perçeya çekûçê ya şikestî biguherîne; Valahiya di navbera çekûç û parzûnê de rast bike. Valahiya çêtirîn ji bo dendikên gelemperî 4-8 mm û ji bo giyayê 10-14 mm ye.
3. Hilgirtin zêde germ e, û germahiya qalikê makîneya perçiqandinê pir zêde ye
Sedem: Zirara beringê an têra xwe rûnê rûnkirinê; Kember pir teng e; Xwarina zêde û karê zêde yê demdirêj.
Çareserî: Beringê biguherîne; Rûnê rûnkirinê lê zêde bike; Tengbûna kemerê rast bike (bi destê xwe navenda kemera veguhestinê bipêçe da ku bilindahiya kevanek 18-25 mm çêbike); Mîqdara xwarinê kêm bike.
4. Hewaya berevajîkirî li ketina xwarinê
Sedem: Astengkirina fan û lûleya veguhastinê; Astengkirina qulên parzûnê; Kîsa tozê pir tijî an jî pir piçûk e.
Çareserî: Kontrol bike ka fan zêde kevin bûye an na; Kunên parzûnê paqij bike; Kîsika berhevkirina tozê di wextê xwe de vala bike an jî biguherîne.
5. Leza dakêşanê bi girîngî kêm bûye
Sedem: Kêşa çekûçê pir kevin e; Zêdebarkirina makîneya şikandinê dibe sedema şemitîna kemerê û dibe sedema leza rotorê kêm; Astengkirina qulên parzûnê; Valahiya di navbera çekûç û parzûnê de pir mezin e; Xwarina neyeksan; Hêza piştgirîyê têrê nake.
Çareserî: Tîjê çekûçê biguherîne an jî biguhezîne goşeyek din; Bar kêm bike û tansiyona kemerê rast bike; Kunên parzûnê paqij bike; Valahiya di navbera çekûç û parzûnê de bi rengek guncaw kêm bike; Xwarina yekreng; Motora bi hêza bilind biguherîne.
6. Berhema qedandî pir qalind e
Sedem: Kunên sîrtê bi giranî qelişî ne an jî zirar dîtine; Kunên torê bi zexmî bi cihê sîrtê ve nehatine girêdan.
Çareserî: Tora ekranê biguherîne; Valahiya di navbera kunên sîrtê û cihê sîrtê de rast bike da ku cîh teng be.
7. Germbûna zêde ya kemerê
Sedem: tengbûna nebaş a kemerê.
Çareserî: Tengbûna kemerê rast bike.
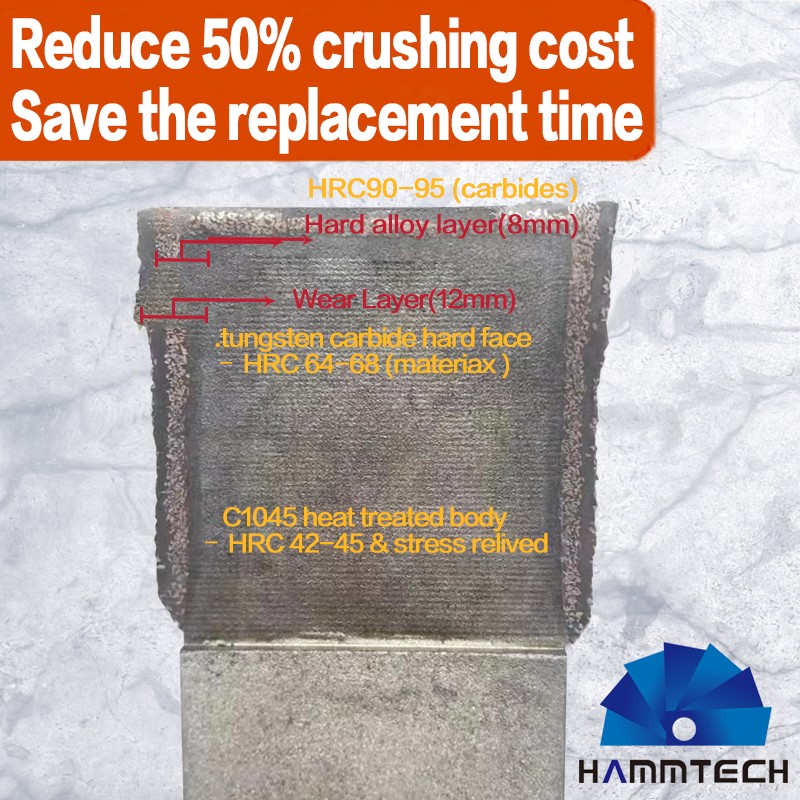
8. Jiyana xizmeta kêrê çekûçê kurttir dibe
Sedem: Zêdebûna şilbûna di materyalê de hêz û berxwedana wê zêde dike, û şikandina wê dijwartir dike; Materyal ne paqij in û bi tiştên hişk re tevlihev in; Valahiya di navbera çekûç û parzûnê de pir piçûk e; Kalîteya kêra çekûçê pir xirab e.
Çareserî: Rêjeya şilbûna materyalê kontrol bikin heta ku ji %5 zêdetir nebe; Naveroka nepakiyê di materyalan de bi qasî ku pêkan be kêm bikin; Mesafeya di navbera çekûç û parzûnê de bi awayekî guncaw rast bikin; Perçeyên çekûçên bi kalîte bilind-berxwedêr ên li hember aşînê bikar bînin, wek sê perçeyên çekûçên ji alloyiya bilind a Nai.
Dema şandinê: 28ê Sibatê 2025